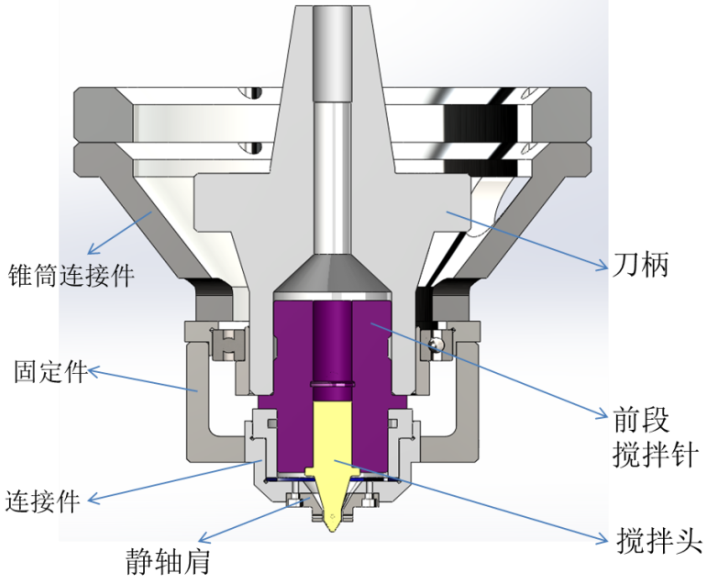
搅拌头是搅拌摩擦焊机中的重要构件之一,主要包括特性指头和轴肩两部分。在搅拌摩擦焊过程中,搅拌头需要承受高温、顶锻力、摩擦扭矩、行进阻力等的联合作用。碳陶搅拌头具有强度高、韧性好、硬度大、热传导系数小、抗高温蠕变好、热膨胀系数低等特点,是钢、钛等硬质合金搅拌摩擦焊的理想搅拌头。
碳陶搅拌头的性能:
|
1、耐高温,能承受1650℃的温度; |
|
2、热强度高,在工作温度下能保持较高的抗压屈服强度; |
|
3、耐磨损,使搅拌头在搅拌摩擦过程中的损耗小; |
|
4、耐冲击,在室温或高温下,均能抵抗初始插入和成形冲击; |
|
5、热传导性差:减少焊接中的热损失。 |
碳陶复合材料的综合性能指标如下:
|
性能指标 |
单位 |
碳陶复合材料 |
|
密度 |
g/cm3 |
1.9~2.0 |
|
抗弯强度(20℃) |
MPa |
400~450 |
|
抗弯强度(1400℃,无氧) |
MPa |
400~450 |
|
抗压强度 |
MPa |
400~420 |
|
断裂韧性 |
MPa m1/2 |
26~30 |
|
洛氏硬度 |
HRC |
85~90 |
|
空气中长期使用温度 |
℃ |
-200~400 |
|
非氧化气氛长期使用温度 |
℃ |
-200~1650 |
|
热膨胀系数 |
K-1 |
1.79×10-6 |
|
电阻率 |
Ω·cm |
0.2~1000 |
|
导热系数 |
W.m-1.K-1 |
100~260 |
关于摩擦焊
是利用工件端面相互运动、相互摩擦所产生的热,使端部达到热塑性状态,然后迅速顶锻,完成焊接的一种方法。摩擦焊可以方便地连接同种或异种材料,包括金属、部分金属基复合材料、陶瓷及塑料。焊接过程中也不需要其它焊接消耗材料,如焊条、焊丝、焊剂及保护气体等。唯一消耗的是焊接搅拌头。搅拌摩擦焊在有色金属的连接中已获得成功的应用,但由于焊接方法特点的限制,仅限于结构简单的构件,如平直的结构或圆筒形结构的焊接,而且在焊接过程中工件要有良好的支撑或村垫。
由于搅拌摩擦焊过程中热输入相对于熔焊过程较小,接头部位不存在金属的熔化,是一种固态焊接过程,在合金中保持母材的冶金性能,可以焊接金属基复合材料、快速凝固材料等采用熔焊会有不良反应的材料。其主要优点如下:
(1)焊接接头热影响区显微组织变化小.残余应力比较低,焊接工件不易变形;
(2)能一次完成较长焊缝、大截面、不同位置的焊接.接头高:
(3)操作过程方便实现机械化、自动化,设备简单,能耗低,功效高,对作业环境要求低:
(4)无需添加焊丝,焊铝合金时不需焊前除氧化膜,不需要保护气体,成本低;
(5)可焊热裂纹敏感的材料,适合异种材料焊接:
(6)焊接过程安全、无污染、无烟尘、无辐射等。
搅拌摩擦焊也存在一定的缺点:焊接工件必须刚性固定,反面应有底板;焊接结束搅拌探头提出工件时,焊缝端头形成一个键孔,并且难以对焊缝进行修补:工具设计、过程参数和机械性能数据只在有限的合金范围内可得:在某种情况下,如特殊领域中要考虑腐蚀性能、残余应力和变形时,性能需进一步提高才可实际应用;对板材进行单道连接时,焊速不是很高:搅拌头的磨损消耗太快等。因此搅拌头的成功设计是把搅拌摩擦焊应用在更大范围的材料和焊接更宽的厚度范围的关键。
想要获取 企业联系方式?
可联系材料馆工作人员 王女士:158 6589 9589