工艺原理:
铝挤压成型是对放在模具型腔(或挤压筒)内的金属坯料施加强大的压力,迫使金属坯料产生定向塑性变形,从挤压模具的模孔中挤出,从而获得所需断面形状、尺寸并具有一定力学性能的零件或半成品的塑性加工方法。
工艺分类:
按金属塑变流动方向,挤压可以分为以下几类:
正挤压:生产时,金属流动方向与凸模运动方向相同
反挤压:生产时,金属流动方向与凸模运动方向相反
复合挤压:生产时,坯料一部分金属流动方向与凸模运动方向相同,另一部分金属流动方向与凸模运动方向相反
径向挤压:生产时,金属流动方向与凸模运动方向成90度
工艺特点:
1、在挤压过程中,被挤压金属在变形区能获得比轧制锻造更为强烈和均匀的三向压缩应力状态,这就可以充分发挥被加工金属本身的塑性;
2、挤压成型不但可以生产截面形状简单的棒、管、型、线产品,还可以生产截面形状复杂的型材和管材;
3、挤压成型灵活性大,只需要更换模具等挤压工具,即可在一台设备上生产形状规格和品种不同的制品,更换挤压模具的操作简便快捷、省时、高效;
4、挤压制品的精度高,制品表面质量好,还提高了金属材料的利用率和成品率;
5、挤压过程对金属的力学性能有良好的影响;
6、工艺流程短,生产方便,一次挤压即可或得比热模锻或成型轧制等方法面积更大的整体结构件,设备投资少、模具费用低、经济效益高;
7、铝合金具有良好的挤压特性,特别适合于挤压加工,可以通过多种挤压工艺和多种模具结构进行加工。
铝型材的优点:
1、提高铝的变形能力。铝在挤压变形区中处于强烈的三向压应力状态,可以充分发挥其塑性,获得大变形量。
2、制品综合质量高。挤压成型可以改善铝的组织,提高其力学性能,其挤压制品在淬火时效后,纵向(挤压方向)力学性能远高于其他加工方法生产的同类产品。与轧制、锻造等加工方法相比,挤压制品的尺寸精度高、表面质量好。
3、产品范围广。挤压成型不但可以生产断面形状简单的管、棒、线材,而且还可以生产断面形状非常复杂的实心和空心型材、制品断面沿长度方向分阶段变化的和逐渐变化的变断面型材,其中许多断面形状的制品是采用其他塑性加工方法所无法成形的。挤压制品的尺寸范围也非常广,从断面外接圆直径达500-1000mm的超大型管材和型材,到断面尺寸有如火柴棒大小的超小型精密型材。
4、生产灵活性大。挤压成型具有很大的灵活性,只需更换模具就可以在同一台设备上生产形状、尺寸规格和品种不同的产品,且更换工模具的操作简单方便、费时小、效率高。
5、工艺流程简单、设备投资少。相对于穿孔轧制、孔型轧制等管材与型材生产工艺,挤压成型具有工艺流程短、设备数量与投资少等优点。
铝型材的缺点:
1、制品组织性能不均匀。由于挤压时金属的流动不均匀(在无润滑正向挤压时尤为严重),致使挤压制品存在表层与中心、头部与尾部的组织性能不均匀现象。
2、挤压工模具的工作条件恶劣、工模具耗损大。挤压时坯料处于近似密闭状态,三向压力高,因而模具需要承受很高的压力作用。同时,热挤压时工模具通常还要受到高温、高摩擦作用,从而大大影响模具的强度和使用寿命。
3、生产效率较低。除近年来发展的连续挤压法外,常规的各种挤压方法均不能实现连续生产。一般情况下,挤压速度远远低于轧制速度,且挤压生产的几何废料损失大、成品率较低。
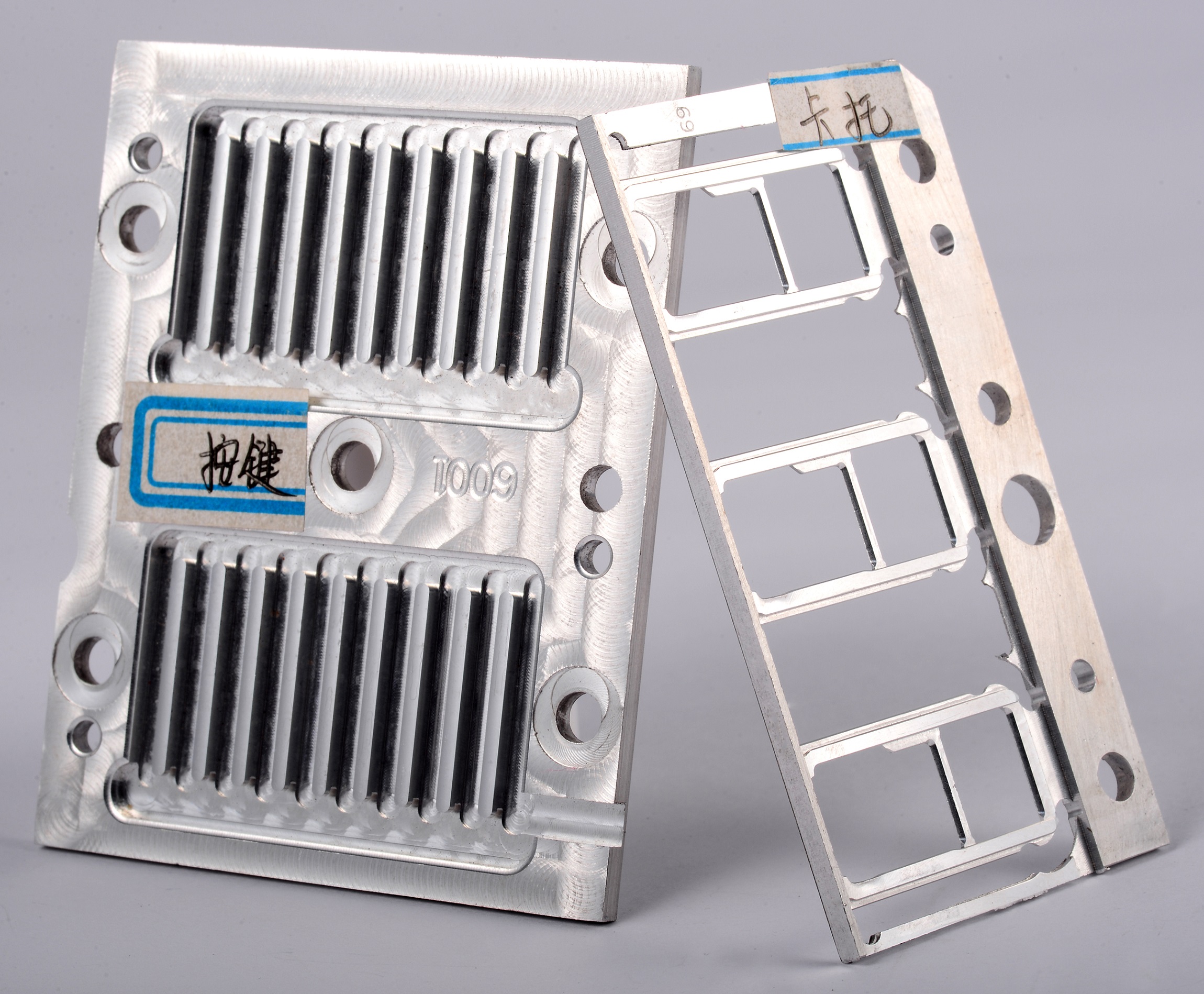
工艺应用:手机行业







想要获取 企业联系方式?
可联系材料馆工作人员 王女士:158 6589 9589